September 2008 Edition
rotary transfer machining
Putting on a new spin
System produces cycle three times shorter than competitor
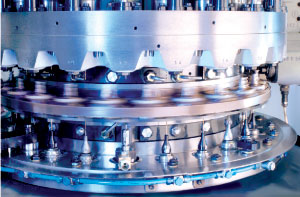 The concept of the Multistar CX-24 allows the parts, which rotate about their vertical axis, to be machined simultaneously from above and below.
The concept of the Multistar CX-24 allows the parts, which rotate about their vertical axis, to be machined simultaneously from above and below.
When a family-run manufacturing business produces more than 30 million parts a year for heavyweight companies including Bosch, Siemens, and Varga, it’s a tall order to continually achieve clean surfaces and burr-free edges in soft magnetic materials or heat and acid-resistant steels.
But not too tall an order for Klumpp GmbH& Co. KG of Bretten and Pössneck, Germany.
Hermann and Steffan Klumpp, managing directors of the nearly 40-year-old company, wanted to expand their operation, hoping for a faster and more efficient process. Their customer types included the automotive industry, entertainment electronics, fine mechanics, and medical engineering.
Two Multistar CX-24 rotary transfer systems by Mikron Machining Technology were installed in the Pössneck factory and produced a large series of precision parts from all machinable materials with improved results.
The company had several dozen multi-spindle and single-spindle automatic lathes, as well as rotary transfer machines, automatic assembly machines, and grinding machines.
High precision
 The CX-24 manufactures the engine valve part, which was the reason for investing in the new machines, in a cycle time of 16 pieces per minutes.
The CX-24 manufactures the engine valve part, which was the reason for investing in the new machines, in a cycle time of 16 pieces per minutes.
The investment in the two transfer machines expanded the company’s possibilities. They are proving their capability for both geometrically simple and also complex work pieces. The machines perform primarily high precision machining in large quantities, for example, of parts for diesel or fuel injections for the automotive industry. The rotary transfer system allows an annual production of 10 million parts.
The company, which is certified to ISO/TS 16949, has a total of about 200 employees and makes parts according to customer specifications by means of turning, drilling, thread cutting, or milling operations. Parts are burr-free and ready for use. The majority of the work pieces have a maximum diameter of 32mm and lengths of up to 80mm.
The Klumpps wanted the optimum machine for the safe production of small-diameter components. The Multistar CX-24 emerged during the selection process as the most suitable machine concept. The machine produced the engine valve part with a three-times shorter cycle time than the transfer machine that was originally considered.
For this component, the system achieves a cycle time of 16 pieces per minute including switching time. With this short cycle time, the machine had convincing economic arguments in comparison with the five pieces per minute that the previous transfer machine had managed.
The system’s transfer principle allows complete machining of work pieces in a single clamping operation. The short cycle time is partly achieved due to up to 44 machining operations taking place simultaneously on the transfer machine’s 24 stations.
Machining steps that are critical for the cycle time can be distributed among several workstations. This shortens the cycle time and prolongs tool service life. A three-axis Scara robot accomplishes the feeding of blanks from the conveyor and the palletization of the finished parts automatically.
Dual machining
The Multistar CX-24 concept allows the parts, which rotate about their vertical axis, to be machined simultaneously from above and below. The workpieces are thereby clamped in fixed or rotating spring chucks, depending on the respective machining operation.
 The machine has CNC spring chuck position compensation for tool compensation. Dimensional corrections and profile adaptations can thus be carried out during machining. The machines are of thermally symmetric design. There is no noticeable thermal expansion that could adversely affect the constant precision.
The machine has CNC spring chuck position compensation for tool compensation. Dimensional corrections and profile adaptations can thus be carried out during machining. The machines are of thermally symmetric design. There is no noticeable thermal expansion that could adversely affect the constant precision.
The system is hybrid-equipped and works both with machining units that are controlled by rapidly changing linear curves and with three-axis CNC-controlled machining units that can also carry out particularly demanding operations with up to four-axis interpolation. Tool changes are reduced to a minimum thanks to the pre-adjusted tools.
The large number of machining stations can be used specifically to shorten the cycle times by distributing machining operations. For instance, the machining of a 40mm long hole can be distributed among six tools, which are each in action for the maximum time allowed by the required cycle time.
The possibility of distributing complex machining tasks among several stations, which is made possible by the high precision of the machine, allows in many cases the use of commercially available standard tools instead of special tools. This means a significant saving, in particular for the production of large series. The cutting tools used also include several from Mikron Tool SA Agno, for example Crazy-Drill high-performance drills, which still have internal cooling even at diameters of less than 1mm.
The Multistar enables in-process measurement of the parts in the machine. However, in this case the quality is assured by a static quality control parallel to the production process. Six parts are taken out of the production each hour and subjected to complete measurement.
Since the comprehensive machinery of Klumpp means that many cutting tools are constantly in operation, the company has its own tool grinding shop geared precisely to the company’s requirements. Advantage is also taken of Mikron Tool SA Agno’s service, with its tool technology, for the optimization of special machining processes.
Mikron Machining Technology
Faster cycle times produce cost savings
Multiple, interconnecting machining centers can bring results
For years, transfer lines and special part-specific machine concepts have been the process capabilities of choice and the low-cost solutions for high-volume machining. Today, manufacturers must contend with the large number of model offerings and volume variability, which forces a change in this philosophy.
Machining centers have probably become about as productive as they ever will be for high-volume, variable parts production.
The introduction of machining centers with one or two spindles, with manufacturing cycle times of less than one minute per part, approaches the effective boundaries of machining centers. This is especially true for machining aluminum parts, where the productive time of machining centers is less than 30 percent of the total cycle time. Tool changes and pallet changes account for about 70 percent of the total cycle time.
To reduce time lost due to toolchange, multiple parts are machined in the same pallet. The compact orientation of multiple workpieces in a pallet affects the spindle accessibility to the part, thus requiring multiple clamping of the part. This adversely affects the process capability and the quality of the part. In addition, machining compound angles also often requires multiple clampings of the same part to access all of these features.
An alternative to machining palletized parts requiring multiple clampings is to substitute multiple, interconnected machining centers to achieve production rates similar to that of dedicated machine tools. While conversion of this type system to another part is much easier than it is for a dedicated machine, users still are confronted with some limitations:
- Most segmented machining processes are configured in series so that when one machine goes down, the entire process is disabled.
- Investment costs are higher when compared to that of a dedicated line. For example, many parts on passenger vehicles are being developed from aluminum rather than steel or cast iron. Features with compound angles must be machined, which often requires multiple clampings. More clampings influence process capability and increase machining costs.
Shorter, more productive cycle times, longer tool life, and elimination of coolant costs/maintenance can reduce per-piece production costs for the manufacturer. The flexibility of the system ensures that it is readily adaptable to different model parts, again saving costs for the customer.
What do you think?
Will the information in this article increase efficiency or save time, money, or effort? Let us know by e-mail from our website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.