May 2008 Edition
shop talk
Lathe canned cycles

Little lines of code can save a lot of time in operations
By Steve Rose
Canned cycles are a great resource to make manual
programming easier. Often underutilized, canned cycles save time and
effort. Canned cycles, normally used for threading, can actually be
used for many different operations. Beyond threading, canned cycles
seem to have been left, well…in the can.
A quick look through the operator’s manual shows
that canned cycles can be used for a variety of operations such as
roughing, threading, taper cuts, straight cuts, face cuts, grooving
and peck drilling.
A canned cycle performs a repetitious operation
such as a straight roughing cut or a threading routine with only a
few lines of code. Let’s look at the canned cycle used in the
roughing operation on the following part.
The challenge is taking a solid piece of stock
and rough turning the part shape with numerous straight cuts. The
straight cuts are taken from right to left.
Without a canned cycle, the program requires a
separate line of code for each cut from the stock’s edge to the
rough outline of the part. A canned cycle tells the machine to make
the same cut in different increments with much less programming.
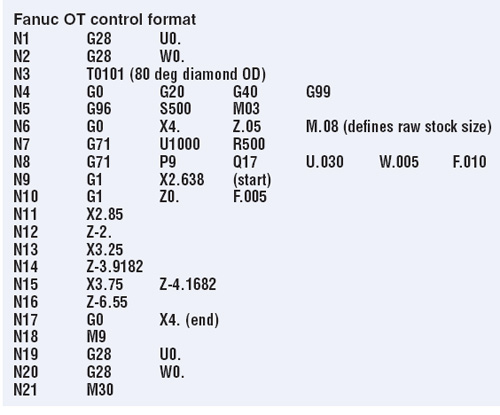
The part’s geometry, defined in the main body of
the program, is seen in blocks N9 through N17. The canned cycle is
defined in blocks N7 and N8. Let’s examine these blocks and see how
two lines of programming rough an entire part.

G71, seen in both lines, defines this as a
roughing canned cycle. The U1000 indicates the depth of cut of
0.100". Notice there is no decimal point. The DOC here is 0.100", a
quirk of this programming language that does not require a decimal
point. The R500 is a retraction move; the cutter retracts 0.500" in
the X axis following each straight rough cut.
In block N8, P9 tells the machine where to find
the part’s geometry. The program finds the part shape beginning in
line N9. Q17 indicates the end of the part shape, stated in line
N17.
The W and U commands indicate the amount of stock
allowance left on the roughed part. U0.030 tells the machine to
leave 0.03" per side in the X axis for the finishing operations
(0.060" on diameter). W0.005 defines the 0.005" allowance for the Z
axis. The F0.010 is the feedrate used in the roughing cycle.
The advantage of canned cycles is apparent in
this operation. Roughing the part is accomplished without detailed
programming. This method also provides for quick and easy editing.
The ability to easily alter the program is one of the
greatest assets of using canned cycles. A programmer or operator can easily
change the depth of cut or stock allowance to suit the cutter or other machining
conditions.
As with any machining operation, it is important to use caution. All programs
should first be run through "fresh air" to ensure the safe operation of the
program. They are, after all, little lines of code that can save a lot of time.
Steve Rose is a professional trainer and president of RTSI,
Solon, OH. Rosaleen Rose offers Internet website development. They can be reached by phone at 440.542.3066; e-mail
srose@rosetraining.com ; or on the web at
www.rosetraining.com.
Copyright Rose Training Systems Inc., 2008
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our
website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.