March 2008 Edition
fabricating strategies
Laser cutter, shuttle table bring boost in productivity
Located in the spacious flatlands of St. Joseph,
MI, Liberty Steel Fabricating Inc. rejects the notion of
impossibility. That's because owner and founder Andrew Gantenbein
embraces change as a business strategy: Converting risk into
opportunity is what his manufacturing company does best.
 Andrew Gantenbein, owner of Liberty Steel Fabricating, has chosen Bystronic technology to curb set-up time while simultaneously expanding the company's capabilities.
Andrew Gantenbein, owner of Liberty Steel Fabricating, has chosen Bystronic technology to curb set-up time while simultaneously expanding the company's capabilities.
"Rejecting but not fearing failure is an integral
part of the evolution of this business," he says. "It's a part of my
own evolution. It's how we've grown."
Touring the facility, with its myriad of machines
as diversified and sophisticated as the finished parts waiting for
shipment around them, a visitor appreciates Gantenbein's vision.
Founded in 1998, the 2,200sqm (23,500sqft) facility has handled an
average of over 800 different orders per month with an average
lead-time of eight days per job. Impressively, the majority of the
projects handled have been prototypes. Specializing in the medical,
transportation, automotive, food, and aerospace industries, Liberty
Steel's objective was to remain flexible and fast so it could handle
any type of job without compromising overall efficiency.
To achieve this, Gantenbein sought technology
that would simultaneously curb set-up time while expanding plant
capabilities. A new laser-cutting system, a Bystronic 4.0Kw Bystar
with shuttle table, was installed in December 2002 to remedy the
previous system's excessive downtime. With this in mind, Gantenbein
was concerned why so many users had to return their laser-cutting
system's resonator back to the manufacturer for maintenance.
"This means that the resonator returned to you
was not the original resonator you purchased with your system," he
explains. "After a rebuild, you essentially have a resonator in your
machine that has been used by another customer."
Gantenbein set out to make Bystronic's technology
not only reliable but also repairable, so as in this case the
laser's resonator could be maintained at the facility.
Enhanced capabilities
Processing materials up to 12" (up to 0.5")
stainless steel and up to 10mm (0.375") aluminum, the Bystar with
shuttle table has evolved into a powerful asset for the company.
Following installation, operators were cutting 6mm (0.25") aluminum
in eight- to 10-hour shifts around the clock to keep up with demand.
Despite the highly reflective nature of aluminum, they were able to
run the job lights out – and they did so effortlessly for years.
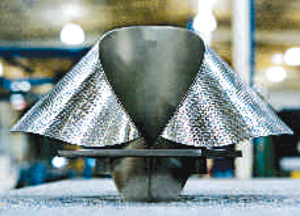 This waffle-textured stainless steel part for the food industry was manufactured with a four-month turnaround time.
This waffle-textured stainless steel part for the food industry was manufactured with a four-month turnaround time.
"We simply loaded up the machine and let the
pallet changer cycle once during the night. We would come in the
next morning, unload and reload the tables, and the machine would
continue processing. Our productivity was absolutely amazing,"
Gantenbein says.
They became so productive that local competitors
began outsourcing to Liberty Steel. "One neighbor outsourced nearly
all of their laser work to us. Eventually they purchased a 4.0-Kw,
1.5- by 3-meter (5- by 10-foot) laser system from another
manufacturer hoping to eliminate their need to outsource. But even
after they purchased a second 4.0-Kw laser and soon after a third,
they were still outsourcing a tremendous amount of work to us." He
says it was not until the company purchased a fourth 4.0-Kw
laser-cutting machine that the level of outsourcing decreased.
Gantenbein specifically attributes this to the superior productivity
of his Bystar. "Between the cutting speed, lights-out capability,
and the software's part-nesting technology, this machine has given
us a serious advantage over the competition."
Forming asset
Eventually, a new challenge appeared by way of a
particularly complex part for the food industry. When the customer
approached Gantenbein, the unit was being manufactured overseas with
a lengthy four-month turnaround time. Accepting the job meant that
Liberty Steel had to acquire a pressbrake that could form 0.74mm
(0.029") thick, waffle-textured stainless steel into a precise,
outwardly sloping circular shape. Gantenbein visited every major
pressbrake manufacturer with the part in hand, but only Bystronic
was able to create it in high quality. "All that I heard was,
‘Impossible!' That is, until I visited Bystronic," he says. "When I
showed Bystronic's product manager the part, he said that it would
not be a problem on the Beyeler PR series." Soon after, in December
2004, Liberty Steel had a Beyeler PR 150-ton pressbrake installed.
 A new laser cutting system, a Bystronic 4.0Kw Bystar with shuttle table, was installed at Liberty Steel in December 2002.
A new laser cutting system, a Bystronic 4.0Kw Bystar with shuttle table, was installed at Liberty Steel in December 2002.
With only a 2-D print of the part available, the
company went into prototype mode. A model was made out of composite
that was laser-scanned to acquire more data. The information was
imported into CAD, and from there it was programmed into Bysoft. The
software then simultaneously created a flat profile for laser
cutting and a complete pressbrake programming including suggestions
for necessary tooling. After the profile was cut on the Bystar laser
cutting system, it was automatically transferred to the Beyeler PR.
Bybend, a specialized Bysoft software bending module, established
the precise degree of each bend that was needed to complete the
part's 360-degree formation.
"The cutting and bending was absolutely
seamless," Gantenbein explains. "We did not scrap a single piece of
metal. In less than five hours the part was finished, and it was
perfect the very first time." The part had such tight tolerances
that it was able to be microlaser-welded with 0.4mm (0.015") filler
wire. Given the fact that it was previously soldered (a process that
can impart trace amounts of tin and lead), the part could now be
considered virtually medical grade.
Avoiding limitations
For a company that likes change but refuses to
accept any margin of failure as an option, waterjet technology
seemed a natural progression. In December 2006, a Byjet 4022
waterjet cutting system with shuttle table was installed. "Now there
is really nothing we cannot cut. We are not afraid to look at any
project. We are not afraid of material thickness, type, sheet size,
or the job quantity," Gantenbein says. He has always shunned
limitation, and the water-jet cutting system has given him the
opportunity to sell a tremendous range of new capabilities to his
customers.
"We are a strategic solutions provider. We
specialize in prototype runs less than five parts," he says.
"However, with the waterjet we now truly have the choice and the
ability to manage anything." The Byjet's shuttle table has also
meant that the machine can process certain jobs lights out. In the
past, the company has even processed up to four sheets of stacked
material on each table. When the machine was finished with one
table, it automatically switched to the other and continued cutting
without operator intervention.
Immediately following installation, a customer
requested a cut of 127mm (5") titanium plate. It was the machine's
first job, and the Byjet processed the material flawlessly at a rate
of 0.64cm (0.25") per minute. Gantenbein says he was pleased to
learn that the system's capability was equally matched in
performance.
Costs to run the waterjet cutting system have
seemed very much in line with that of the laser-cutting system.
With all systems in place, Gantenbein anticipates a future with
even greater challenges on the horizon. He adds, "I see every day as
a risk, and each risk as an opportunity to grow."
Bystronic
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our
website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.