July 2008 Edition
fluid management
Safer and greener
Auto partsmaker improves environment and saves over $340,000
 Grounding clamps in Flex-N-Gate’s painting line required daily cleaning, and
the only effective process was to soak the clamps and cables in MEK solvent.
Here they are being prepared for the new cleaning method.
Grounding clamps in Flex-N-Gate’s painting line required daily cleaning, and
the only effective process was to soak the clamps and cables in MEK solvent.
Here they are being prepared for the new cleaning method.
Despite meeting industry standards for quality manufacturing,
Flex-N-Gate Corp. of Ada, OK, needed to address environmental
concerns about the hazardous chemicals used in its manufacture of
bumper and fascia systems for automobiles.
Through creative fluid management and a bit of ingenuity,
Flex-N-Gate saved more than $340,000 over a three-year period.
Flex-N-Gate employs over 13,000 people at 50 manufacturing plants
and six product development and engineering facilities throughout
North America, Mexico, Argentina, and Spain.
At the Ada facility, Flex-N-Gate uses thermoplastic injection and
gas-assist molding operations to produce large body and mold-in
color automotive parts. In a recent year, the facility produced 2.9
million parts in its 366,000-square foot manufacturing space, which
is TS16949- and ISO 14001-certified.
While Flex-N-Gate was a minor source emitter of hazardous air
pollutants (HAP), it needed to follow regulations under the
Environmental Protection Agency’s Clean Air Act, which bans certain
chemicals. This list includes methyl ethyl ketone (MEK), a
hazardous, carcinogenic chemical that the automotive industry is
moving away from using.
Hazardous air pollutants
In 1990, Congress
enacted changes to the federal Clean Air Act, including a regulatory program
designed to reduce hazardous air pollutant (HAP) emissions. The legislation
included a list of 189 chemicals and chemical categories that are classified as
HAPs.
The EPA regulations focus on the amount of HAPs that may be
emitted into the air, not the amount that may be used in production.
For this reason, facilities have the option to install a control
device to meet the regulations. Flex-N-Gate used a regenerative
thermal oxidizer to destroy emissions at 98-percent efficiency, but
it still had a small amount of HAPs and volatile organic compounds
(VOCs) that it needed to control by other means such as a non-HAP,
low-VOC purge solvent.
To address reducing HAP and VOC emissions, Flex-N-Gate Oklahoma
contracted with Houghton Fluidcare, a fluid management consultant.
The consultant’s goal was to help Flex-N-Gate optimize chemical use
by procuring less hazardous chemicals for manufacturing operations.
The crux of Flex-N-Gate’s fluid management plan was to
purge its solvent program by reducing HAP chemicals. To date,
this process has drastically reduced hazardous emissions.
 Over
a three-year period, the fluid management contract guaranteed
Flex-N-Gate a 15-percent cost savings in chemicals — 10 percent the
first year, 3 percent the second year and 2 percent the third year —
by decreasing the use of HAP solvents/chemicals and changing
chemical usages to make Flex-N-Gate Oklahoma a more environmentally
friendly manufacturing facility.
Over
a three-year period, the fluid management contract guaranteed
Flex-N-Gate a 15-percent cost savings in chemicals — 10 percent the
first year, 3 percent the second year and 2 percent the third year —
by decreasing the use of HAP solvents/chemicals and changing
chemical usages to make Flex-N-Gate Oklahoma a more environmentally
friendly manufacturing facility.
When the program kicked off, the consultant firm provided
Flex-N-Gate with a site manager to analyze the chemicals used in its
painting operations and evaluate its waste management system.
"Many consultants only look at the waste stream operations, but
that’s not how it worked for us," says Tyson Brown, environmental
manager at Flex-N-Gate Oklahoma. "We analyzed the chemistry up
front, as well as the entire waste stream. We also considered the
full battery of waste treatment tools and the latest recycling
technology to start to move Flex-N-Gate toward better environmental
performance."
Reducing MEK solvent
Flex-N-Gate had been interested in eliminating the use of MEK
cleaning solvent, which it had used in painting operations since the
1970s.
In the past, the grounding clamps in Flex-N-Gate’s painting line
required daily cleaning, and the only effective process was to soak
the clamps and cables in MEK solvent. The site manager helped
Flex-N-Gate find a non-hazardous, water-based system (utilizing a
water-based paint and ink remover) through which it has been able to
reduce MEK use in its facility. This was a change from 110
gallons/month of MEK to 55 gallons/month in the first six months and
to zero after eight months of the fluid management program.
The new cleaning process uses an automated soak system. An Arm &
Hammer Safety Clean fluid is heated to 170 degrees in a soaking
tank. When ready for cleaning, cables are placed on a tray and
lowered into the tank. An agitator activates the cleaning process,
and the cables soak for 12 hours. Once removed, the clamps and
cables are immediately ready for reuse.
"This process has helped increase production by turning out a
better cable with less contamination," Brown says. "Because the
cleaner is water-based, it completely eliminates the hazardous
cleaning product we need to dispose of."
In addition to eliminating MEK, Flex-N-Gate was able to reduce
the use of other HAP solvents used in paint reduction.
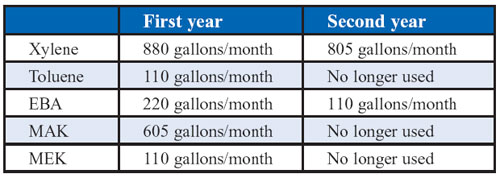
In the first year of its new fluid management program,
Flex-N-Gate Oklahoma significantly reduced its use of HAP solvents
and eliminated the use of two. The following is a comparison of
chemical usage showcasing one month in the first year and the same
month in the second year.
To reduce HAP solvent use, Flex-N-Gate replaced some of them with
non-HAP chemicals such as diacetone alcohol.
Solvent reclaim system
 The new cleaning process uses an automated soak system. This tank contains
fluid heated to 170 degrees. After agitation and 12 hours of soaking, the
clamps and cables are immediately ready for reuse.
The new cleaning process uses an automated soak system. This tank contains
fluid heated to 170 degrees. After agitation and 12 hours of soaking, the
clamps and cables are immediately ready for reuse.
To dispose of used solvents in the past, Flex-N-Gate sent them to
an incinerator to be used as fuel. This came at the high-energy cost
of burning the chemicals. The site manager worked with Barton
Solvents Inc., Flex-N-Gate’s supplier, to find a company that would
remove the solvent and repackage it as a recycled solvent.
Barton donated 20 350-gallon totes to Flex-N-Gate to gather waste solvent via
an accumulation system. Once operators move the solvent to storage, they contact
a reclamation company for pick-up every five to six weeks. This saves the
facility about $6,300 in hazardous waste removal costs every six to seven weeks
or about $46,000 annually. This is a 40-percent drop in waste disposal costs.
Flex-N-Gate was able to build solvent disposal into its vendor costs,
eliminating that waste stream’s hazardous waste disposal costs.
The crux of Flex-N-Gate’s fluid management plan was to purge its solvent
program by reducing HAP chemicals. To date, this process has drastically reduced
hazardous emissions. Flex-N-Gate even received the Gold Star Award for pollution
prevention from the Oklahoma Department of Environmental Quality.
Contracting with a third-party consultant has been invaluable to Flex-N-Gate
Oklahoma, Brown says. Having an onsite office for the consultant has allowed him
to be there day in and day out to provide on-the-spot information and advice.
Houghton International
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.