February 2008 Edition
drilling
Partnership hikes holemaking in those really husky parts
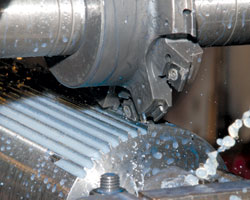
 Logan opens big through-holes from solid using corkscrew milling technique with Ingersoll Form-Master+ Button Face Mill. Cycle-time saving: 16 to 1.
Logan opens big through-holes from solid using corkscrew milling technique with Ingersoll Form-Master+ Button Face Mill. Cycle-time saving: 16 to 1.
When faced with putting big holes into husky parts, you often think flame cutting followed by some kind of finish machining. Go down that road, though, and you're in for slow going, heavy lifting, and multiple fixturings. By the time you get to the finish machining step, the surfaces you need to cut have been flame-hardened, which takes its own toll on the cutting edges.
That's all changed at Logan Machine Works, a 25-man, 24/5-fabrication shop in Phenix City, AL, that specializes in machining large machine components for cotton gins and balers. The company's daily fare consists of workpieces that tip the scales in the tons. One of their machines can handle parts up to 11½' wide.
Now, big holes that used to take eight hours are done in 30 minutes, and smaller holes that once took one minute apiece are done in 10 seconds. No more flame cutting, pilot holes or multiple setups. Grab it once, drill it once – from solid – and you're done. The gains are the result of a partnership with Tommy Haisten of Ingersoll Cutting Tools that goes beyond retooling, and has led to annual machining cost savings exceeding $100,000 for the past three years.
 For smaller holes, Logan has standardized on the Ingersoll Quad Drill. Cycle time has been reduced by 6 to 1 on average.
For smaller holes, Logan has standardized on the Ingersoll Quad Drill. Cycle time has been reduced by 6 to 1 on average.
Case in point: drilling 4-5" diameter through-holes in steel trunnion blocks measuring 10" x 10" x 30". Logan makes about 60 a year. The company used to open the hole with a pilot drill, flame-cut the opening to leave about 1/4" of stock all around, then finish bore on a big CNC vertical machine center. It was an eight-hour job with three setups and three part moves. Haisten suggested roughing the hole from solid with an orbital milling technique with an Ingersoll Form-Master+ Button Face Mill. Finish-boring would proceed as before, all on the same machine. Now the hole is completed – grabbing the part just once – in 30 minutes, running the tool at 800sfpm, 85ipm.
Corkscrew milling involves simultaneously feeding on all three axes: advance on the Z axis while interpolating on the X and Y axes to enlarge the hole. It's a step beyond orbital milling, where the Z-feed is done separately from the X-Y interpolation. The cutter's centerline follows a helix.
Clearing out the chips
 Custom Ingersoll S-Max slotting mill with indexable inserts reduced a 13-hour grooving job to one hour and reduced tooling cost per part by about $65. The Logan operator indexes worn edges right in the spindle, eliminating the annoying 'merry go round' associated with shuttling tools out for regrinding and back, as well as any offsetting.
Custom Ingersoll S-Max slotting mill with indexable inserts reduced a 13-hour grooving job to one hour and reduced tooling cost per part by about $65. The Logan operator indexes worn edges right in the spindle, eliminating the annoying 'merry go round' associated with shuttling tools out for regrinding and back, as well as any offsetting.
Since there is only a small contact area between tool and workpiece at any instant, cutting forces are low compared with twist or spade drilling. And all gone is the friction between drill flutes, chips and sidewall of the hole.
"However, when opening a hole in solid stock with corkscrew milling on a vertical machine, some auxiliary means such as compressed air is needed to clear the chips," says Haisten. "There's no chip clearing capability in the cutter geometry itself."
Haisten and Logan optimized the settings at 800sfpm, 85ipm. At that rate, Logan gets the big bump in throughput with an edge life of 10 holes.
High volume holes six times faster
Logan has also sped up production of somewhat smaller, shallower holes on a series of high-volume trailer parts with the new Ingersoll Quad-Drill+. For the most part, the holes accommodate pins, so close-tolerance roundness and clearance are mandatory. Hole diameters range from 1½" to 2½", usually cut into ¾" mild steel stock.
 Machinists Jason Hammett and Tim Jacobs, Haisten and Logan owner Bo Terry put their heads together on the next challenge.
Machinists Jason Hammett and Tim Jacobs, Haisten and Logan owner Bo Terry put their heads together on the next challenge.
Previously, Logan machinists drilled a pilot hole, roughed out the hole with a laser cutter and finished by orbital end milling. Average time per hole: 1 minute.
Now the holes are drilled from solid in one 10-second step. Settings are 650sfm, 8ipm. Where an extra 0.005" clearance is required to create proper fit with the a mating pin, Logan runs the drill through an eccentric bushing that enables the operator to dial in the desired runout. Another suggestion from Haisten, this little step eliminates an additional boring operation.
Besides opening holes six times faster, the Quad-Drill+ has improved tool life as well. While the previous end mill lasted about 100 holes, insert edges in the new tool last about 170-200 holes, and each insert has four edges. "I've never seen anything like it for drilling larger holes," says Bo Terry, owner of Logan Machine Works.
As a result of successes on the trailer parts, Logan has standardized on the Quad-Drill+ for all high volume holes in its size range throughout the shop. They also use it as a timesaver to replace rough boring. To cover the application, Logan currently inventories the tool in 10 different sizes.
Faster grooving
Recently, Bo and Tommy teamed up to speed up a tedious grooving operation on rollers for cotton gins. Measuring 5" diameter by 120" long, the grooved rollers extract the seeds from incoming cotton bolls. Each roller has 55 grooves running along their length, totaling 55' of groove length per roll. The slot measures 0.188" deep and 0.200" wide at the root, with a 60-degree clearance angle up the side.
 Tommy Haisten's suggestions, at the process-change level, have saved Logan over $350,000 in the past 12 months.
Tommy Haisten's suggestions, at the process-change level, have saved Logan over $350,000 in the past 12 months.
Logan used to do the grooving with a HSS slotting mill, with cutting edges ground to an angle to generate the required groove profile. Grooving one roller took 13 hours on average, but that's not all. "The blades cost me $400 to buy and $300 to regrind, and lasted just one roll," says Terry. That meant a tooling cost per part over $75, and the need to stock at least one extra cutter to accommodate the regrinding cycle.
Ingersoll developed a custom S-Max slotting mill with indexable inserts for the job, and now it takes just one hour to complete a roller. Moreover, the edges last through six rollers and are indexable with four edges. That knocked tooling cost down to $8 per roller and eliminated the "regrinding merry go round" associated with the previous cutter.
The new S-Max cutter feeds at 60ipm with a 500sfm surface speed. The old cutter fed at just 2ipm.
Beyond drop-in retooling
"As a rule, we don't let tooling vendors into our shop because they just waste our time and limit their thinking to drop-in replacements," says Terry. "But Tommy, and Ingersoll, think at process-change level and provide solutions that improve our efficiency."
Haisten and Terry started working together slowly beginning in 2004. However in the past 12 months, the changes they've implemented in big holemaking and the recent slotting operation have cut Logan's machining costs by well over $350,000 a year. Terry and Haisten walk the operation together at least once a month to spot bottlenecks and look for improvement opportunities. The two men are working on several other process improvements as we go to press. Stay tuned. Logan Machine Works,
Ingersoll Cutting Tools,
What do you think?
Will the information in this article increase efficiency or save time, money, or effort? Let us know by e-mail from our website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.