December 2007 Edition
grinding
Marine transmissions demand truly seaworthy machining
 Twin Disc, a family-owned manufacturer of marine propulsion systems, has been in business for 75-plus years, making more than 30 different marine transmissions in a variety of configurations ranging from 25rpm to 3600rpm. The transmissions can be found in crafts from luxurious pleasure craft to stealthy military vessels to hard-working tugs, pushboats, heavy-duty fishing boats, ocean-going shrimp boats, and crew boats. The Racine, WI, company even has ties to turning points in American history. Allied forces depended on Twin Disc marine transmissions to drive some 40,000 landing craft loaded with troops and supplies onto beaches during the Normandy invasion and throughout the South Pacific during World War II.
Twin Disc, a family-owned manufacturer of marine propulsion systems, has been in business for 75-plus years, making more than 30 different marine transmissions in a variety of configurations ranging from 25rpm to 3600rpm. The transmissions can be found in crafts from luxurious pleasure craft to stealthy military vessels to hard-working tugs, pushboats, heavy-duty fishing boats, ocean-going shrimp boats, and crew boats. The Racine, WI, company even has ties to turning points in American history. Allied forces depended on Twin Disc marine transmissions to drive some 40,000 landing craft loaded with troops and supplies onto beaches during the Normandy invasion and throughout the South Pacific during World War II.
Today, Twin Disc marine products can be found propelling all kinds of vessels, on all kinds of water, all around the world.
But that's not all. Twin Disc also makes transmissions for over-the-road heavy duty trucks (Freightliner, for example), trucks for the mining industry (think Volvo and Terex), and for the Bradley fighting vehicle, and tank-retrieval vehicles like the one that pulled down the statue of Saddam Hussein in Iraq – all of which suggests these transmissions are remarkably rugged and up to any challenge, on or off the water.
If one looks long and hard enough and does the right research, the right answer to a problem or process usually appears. In Twin Disc's case, this came in the form of the Kellenberger Kel-Varia cylindrical grinding system with the Heidenhain GRINDplusIT control.
Shafts are key
Gary Pope, plant manager, says there are actually two plants in Racine, the 21st Street plant and the 14th Street plant, with a combined 551,271sq ft of manufacturing space. Corporate headquarters is on 14th Street, and the three facilities employ some 400 between them.
"The company operates in cells," Pope says, "manufacturing cells and non-manufacturing cells (assembly, stator and motor drive, process completion and so forth). There are 21 cells in all, 14 of which are manufacturing cells – milling, turning, grinding, drilling, finishing, et cetera. Raw stock comes in one end of the plant and the finished product goes out the other end. The only thing we don't do is heat treating. That's sent out."
Critical to the operation of the Twin Disc transmissions are the drive shafts. "We do shafts up to 10 different diameters with a number of different tapers. These weigh from 1lb to 350lbs, and there are probably some 1,200 different shafts," Pope says. "They're from 8" to 48" long and from 0.500" to 10" in diameter. We hold tolerances from 0.0002" to 0.001", with surface finishes from 10Ra to 40Ra. The materials run from 1144, C1144, 4145, 4140, 8620 and some stainless. Order quantities range from a single shaft to 500 pieces."
Changing methods
Terry Andersen, team leader, programmer, and machine operator in the grinding area, says the company has been looking for a process change in the production of the transmission shafts.
"We used to have two Okuma grinders," he says, "which would grind the straight ODs and an old Cincinnati that would do the tapers. But that was operator-intensive, and we'd have to refixture the shaft from one process and machine to the next. What we wanted was a machine with a full B-axis where we could combine the processes in a single machine."
Twin Disc also makes transmissions for over-the-road heavy duty trucks (Freightliner, for example), trucks for the mining industry (think Volvo and Terex), and for the Bradley fighting vehicle, and tank-retrieval vehicles like the one that pulled down the statue of Saddam Hussein in Iraq.
Andersen says that during the search, Twin Disc actually acquired a European grinder with a full B-axis, worked with it for about a year, but it turned out to be a disaster. "It wouldn't hold diameter size, wouldn't hold taper tolerance, and was just not consistent. We ended up sending it back to the manufacturer and continued with our old method of shaft production."
Andersen further reports that when the company first started its search for a really flexible grinder for doing shaft work in one shot – meaning with a full B-axis – it was a little "leery." There weren't that many manufacturers to choose from, and the dimensions of some of the shafts, especially the upper end on weight (350lb) eliminated some right away.
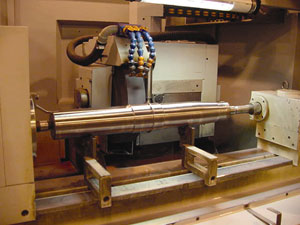 One of the longer multi-stepped marine shafts is set up on one Twin Disc's new Kellenberger Kel Varia cylindrical grinders.
One of the longer multi-stepped marine shafts is set up on one Twin Disc's new Kellenberger Kel Varia cylindrical grinders.
"There was another Japanese company that was just coming out with a full B-axis machine, and they maintained they could accommodate our specs, tolerances, surface requirements, and shaft dimensions," Andersen says. "But we decided against it. This was going to be their first machine of this type, and frankly no one wants to be anyone's guinea pig – especially when you couple this with our previous experience. So, we passed on the machine and kept looking. In this business, as in any, you can't afford to upgrade to a process that just isn't going to improve on what you currently have. You just waste a lot of time and end up going back to where you were: grinding the shaft ODs on two machines and then plunge grinding the tapers on a second machine."
The right solution
If one looks long enough and hard enough and does the right research, the right answer to a problem or process usually appears. In Twin Disc's case, this came in the form of the Kellenberger Kel-Varia cylindrical grinding system with the Heidenhain GRINDplusIT control.
 Twin Disc's new Kellenberger Kel Varia cylindrical grinders are set up in a cell, and a single operator runs both machines. The company says it's able to double production, and the shafts come off the machine finished.
Twin Disc's new Kellenberger Kel Varia cylindrical grinders are set up in a cell, and a single operator runs both machines. The company says it's able to double production, and the shafts come off the machine finished.
"The Kellenberger not only met all our requirements, but it was a proven machine. It had been in production a while," says Andersen, "so we didn't have to worry about working the bugs out of a new design. It did exactly what we were told it would do by Iverson & Company, the sales organization we worked with, and more. It has been very reliable and, most important, it holds tolerances and surface finishes with remarkable repeatability."
Andersen says that the Heidenhain control was, at first, a little different. "The control was unlike anything I'd ever programmed before, but after a while I got used to it to the point where I really like it, am quite fond of it. There are just so many features, and it does so much, so quickly. But what I tell people who come through here to see the machine – and we've had quite a number of people from various companies in here who are considering one – I always recommend that they go to Elmira and take the course on the control. It just really lets you take complete advantage of the power of the control and all of what it can do for you."
The Heindenhain control features a Windows 2000 operating system, a graphics editor, DXF import, form editor, expanded grinding cycles, intermediate dressing at the push of a button, comprehensive tool management, several reference points for each grinding wheel, remaining-travel display, and more.
Andersen says that since the company runs as many as 1,200 different shafts, changeover and setup are pretty common occurrences. "It's really remarkably easy," he says. "Depending on what's involved, we can changeover from shaft to shaft in about 10 minutes, especially if we're not changing centers, and it's strictly a matter of moving the tailstock and changing the driver. If you need to change centers and drivers and some other things, then you may be up and grinding in 20 minutes or less. Which is pretty amazing when you consider the volume and variety of shaft work we do here, day in and day out."
A taper thing
The tipping point in the acquisition of the Kellenberger came down to the taper issue. "We run four or five different tapers, and for a lot of our shafts the taper is really nothing more than a press fit," Andersen says. "These tapers are absolutely critical and it was critical that we got a machine that could repeatably and consistently hold very tight tolerances."
He notes that shaft OD surface requirements range from 10Ra to 40Ra. Most of the tapers are 40Ra as well. But he also notes that there are tapers with an angle of 30 to 1, which is less that a 1° taper. "So we had to have a machine that could handle that kind of range of demand. It had to be flexible, agile, rigid, and above all repeatably consistent in holding very tight tolerances."
About a year after the first Kellenberger, Pope bought a second, exactly the same as the first with the exception that the second machine has a hydraulic tailstock to handle even heavier shaft work.
"We used to have two grinding cells," Pope says, "and it was a lot more labor-intensive. It was slower, with more operator involvement, fixturing and refixturing shafts from the OD grinders to the plunge grinder – which was a bottleneck in itself and lowered our ability to improve productivity. We've pulled the OD machines and the Cincinnati plunge grinder completely. We now have the two Kellenbergers in a single cell, and a single operator runs both machines, and we're able to run twice as much product as before. One operator does two shafts at once, and they come off finished, complete. We run these machine six days a week, 24 hours a day, and we've already seen improvements in productivity, and the accuracy and repeatability couldn't be better."
Pope concludes with these observations regarding the Kellenbergers: more powerful motors and a still faster control system ensure highly dynamic unround and thread-grinding operations. The highly capable new Kellenbergers feature absolute measuring in the B-axis, incremental, distance-coded scales in the X- and Z-axes, ultra-high resolution in the C-axis and expansion options with the addition of a second B-axis, thus ensuring the ultimate in dimensional stability and profile accuracy.
"Who can ask for more than that?" he says. "For our needs, we more than made the right choice."
L. Kellenberger & Co. AG,
www.rsleads.com/712tp-165
Kel-Varia: A closer look
These CNC precision cylindrical grinding machines have been developed to satisfy the highest demand for quality. Hydrostatic guideways and a strict separation of the machine base from the assemblies, generating heat or vibration, provide superb precision and productivity. The hydrostatic guides for the longitudinal slide movement (Z-axis) and for wheelslide infeed (X-axis) provide the basis for the machine's extreme accuracy. X- and Z-axis movements are practically frictionless at all speeds. There is no stick slip; even the smallest increments of 0.1?m can be traveled without a problem, giving the machine measuring machine accuracy.
The advantages of the hydrostatics are extremely fine correction possibilities; excellent dimensional accuracy in interpolating the X- and Z-axis, both for contour grinding and form dressing; and even after years of use, there is no wear on the guideways and excellent damping and extremely smooth operation.
Distance between centers: 800mm/1000mm/1500mm. Grinding length, 600mm/1000mm/1500mm. Center height: 175mm /225mm. Between centers workpiece weight: 150kg. Longitudinal slides Z-axis travel: 750mm/1150mm/1650mm. Rapid traverse speed: 15 m/min. Resolution: 0.1 ?m. Swiveling range of upper table: 9°/9°/7°.
The Hirth coupling with indexing every 2.5° ensures excellent positioning and repetition accuracy. Manual indexing is standard on machine types UR, RS, and URS, whereas automatic indexing is available as an option. Depending on the applications, swivel devices for manual and automatic positioning of the wheelhead can be supplied with machine type R.
The B-axis permits automatic positioning of the wheelhead at any angle. A precision worm gear and distortion-free clamping ensure the ultimate in positioning accuracy. The user is supported by comprehensive software. The measuring system provides a resolution of <0.5sec.
With the automatic grinding wheel-measuring system, movements to the measuring ball and to the grinding wheels occur automatically, with their position information being stored in the control system. When swiveling the wheel head into any angle, the positions of the grinding wheel edges are automatically accounted for. KELSET's advantages are far reaching. Programming takes place with the actual dimensions according to the work drawings and independently of the swivel angle of the wheelhead. There is no need for renewed calibration of the swiveled grinding wheel. Acquisition of the grinding wheel data when retooling the machine is simple and fast. Tool management for external, face and internal grinding is fully integrated.
The universal wheelhead covers various needs. In addition to external, face and internal grinding, the use of two internal grinding spindles – infinitely variable belt-driven with 2.5kW motor and a high-frequency variation – or the option of thread grinding or unround grinding are now increasingly in demand. Grinding in one setting allows shorter processing times and improves the quality of workpieces.
Wheelhead specs: 10 kW motor; water-cooled precision-balanced drive motor; infinitely variable drive of OD and ID grinding spindles; hydrodynamic multisurface spindle bearings, and grinding wheel dimensions of 400mm x 63mm or 500mm x 80mm.
The diagonal wheelheads provide the option of rough and finish grinding in one setting. The additional use of high-frequency ID grinding spindles also allow universal OD, face, and ID grinding.
The tandem-type wheelheads are designed for the possibility of carrying out straight and angular infeed operations in the same setting. With an additional high-frequency ID spindle, it is possible to also process ID work. The ideal equipment for these wheelheads can be determined by the nature of the workpieces to be ground.
The option of interpolating the X- and the C-axis makes it possible to use the cylindrical grinding machine for unround shapes, such as polygons, free contours and eccentric forms. The rotary encoder with a resolution of 0.001° is installed directly on the workhead spindle. The non-circular movement is superimposed on the grinding movements so that the grinding machine can use all the grinding cycles on unround grinding, including the handwheel release for the X-axis.
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our
website at www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.